品质合格是尽社会的义务
品质卓越是对社会的贡献

目前,新能源电车全承载车架多数采用矩形管拼焊而成,是目前公认的最安全的结构技术之一。
然而,全承载电动车车架焊接的变形控制和快速换型问题,一直是困扰新能源客车制造的难点所在。
而且,目前购买商定制化的汽车越来越多,传统的专用工装已经不能适应车型的变化;
所以,采用多功能的三维柔性组对焊接工装已经成为势在必行的趋势。
目前客车业具有定制生产、小批量、个性化的基本特征,客户对车辆品质的要求也日益提升。客车企业必须通过工艺能力的提升,来实现提高产品质量,提高生产效率和降低成本费用的目的,整车制造工艺能力的提升将在很大程度上决定着新能源客车企业的未来发展。
整车工艺主要包括冲压、焊装、涂装和总装(含底盘装配)四大部分,对于每一道工序而言,若缺少科学合理的工艺方法做保障,加上客户定制化的需求,无法获得高质量的客车产品,换言之,也就无法得到客户端的认可,为客户带来使用价值。

目前客车业具有定制生产、小批量、个性化的基本特征,客户对车辆品质的要求也日益提升。客车企业必须通过工艺能力的提升,来实现提高产品质量,提高生产效率和降低成本费用的目的,整车制造工艺能力的提升将在很大程度上决定着新能源客车企业的未来发展。
具有一流的整车制造工艺及先进的三维柔性组合焊接工装夹具系统是新能源客车制造厂家为客户提供优质产品的前提。
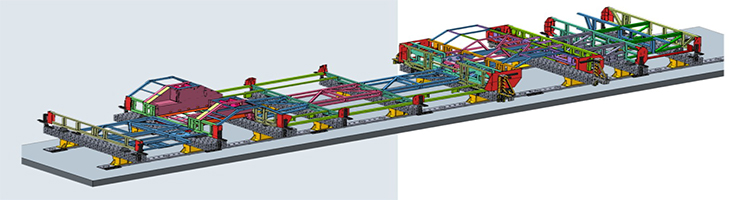
这套电动车型全承载车架柔性组对焊接工装夹具系统用于全承载车架的组焊,可以实现一套柔性夹具满足多个产品的生产需求。可以在保证车架焊接精度和变形控制的同时,实现不同车型的快速切换,也造就了在行业内的独有优势!运用柔性组焊生产线,可以积极响应客户需求,实现快速转型、适应不同订单。同时,还可以根据市场订单的变化,及时并最大程度的满足客户需要,为客户提供多样化选择。
三维柔性组合焊接工装夹具系统尤其在专用车辆、工程车辆和大型客车等小批量汽车的生产中,显示了更加突出的优势,使用柔性化工装进行焊接生产,则是非常经济而实用的方法。
中国全承载电车车架焊接制造分析
 从力学角度分析低端大客车有卡车的柔性车架,从扭转刚性角度看,卡车上层车厢和下层车轴叶片弹簧悬挂都是刚性的,当道路坑洼不平时,中层的柔性车架的作用,除全部承载外还起到关键的缓冲层的作用.所以卡车是三层式结构,即上硬中软下硬.
从力学角度分析低端大客车有卡车的柔性车架,从扭转刚性角度看,卡车上层车厢和下层车轴叶片弹簧悬挂都是刚性的,当道路坑洼不平时,中层的柔性车架的作用,除全部承载外还起到关键的缓冲层的作用.所以卡车是三层式结构,即上硬中软下硬.
高端大客车的首要特征是没有中间的软层-柔性车架,刚性底架与刚性车身构成一个刚性整体,承载车辆的全部负荷.是两层式。。中国南车电动车时代是国内首家把柔性组合工装夹具系统应用于全承载电动车底盘车架焊接的成功单位,由东莞三威装备研发生产提供,已经取得了良好的效果,在同行业中树立了新能源客车柔性焊接生产的典范。
车身结构特点
全承载车身结构的底架不是传统的冲压成型铆接车架式结构,而是由矩形管构成的格栅式结构。这种底架与前后围、侧围、车顶五大片组成全承载车身。车身采用封闭环结构,由于没有车架,故可降低地板和整车高度。整个车身参与载荷,上下部结构形成一整体,在承受载荷时,使整个车身壳体达到稳定平衡状态。在具有较大的抗扭刚性格栅式结构的底架上,配置发动机、前后桥等总成,可以保证各总成相对位置关系正常工作。
其优点是:车身重量降低,结构强度与刚度提高;简化构件的成型过程,提高材料利用率;整车重心低,高速稳定性好;加工不需要大型冲压设备,便于产品改型,容易实现多品种系列化生产。它最大的优势是被动安全性好,按照欧洲的客车被动安全测试,这种结构能够在汽车翻滚及相撞时,保证乘客的安全空间。
车身总拼装焊及焊接工艺装备
全承载车身焊接必须在工装上进行,才能控制各部件的相对位置尺寸,有效控制焊接收缩,提高工作效率。工装一般由夹具体、定位单元、夹紧单元组成。夹具体可以采用铸件,也可以采用型材焊接。由于全承载车身大部分是冷拔或高频焊接矩形管组成,矩形管的截面尺寸公差不大,定位单元大部分可采用U形或L形矩形管定位块,前后悬架部分可采用孔导向定位。夹紧装置一般采用手动方式、气动方式和液压方式。手动夹紧的夹紧力不大,工作效率低,一般焊接小总成时采用;气动夹紧的夹紧力大,速度快,但是力度不稳定,在进行尺寸位置调整时容易松动;液压夹紧的夹紧力大且稳定,是大型拼焊工装常采用的,不足之处是易泄漏,造成污染。很多专业厂家制作了不同类型、不同规格的夹紧元件,供客车公司或夹具生产厂家选用。底架总拼夹具一般为分块可置换式结构,作适当的置换和调整,就可以进行不同轴距、不同悬架底架的生产。
车身总拼焊接工序,批量生产的公司是在工装夹具上进行。大多数公司使用的是平移式总拼夹具,其五大片在其他夹具上焊接,总拼夹具只进行几大总成的对接。制造高档客车车身的公司使用液压翻转举升式总拼工装,前后围、侧围在翻转台上焊接,之后直接进行翻转举升,向前推进合拢。其优点是定位准确,减少二次定位误差,缺点是结构复杂,两道工序在一个工位生产,工装占用时间长,只适合中小批量生产。焊好的车身需要进行补件、打磨,并校正玻璃框和侧围。
焊接设备通常采用CO2气体保护焊,有高档客车公司采用氩气和CO2混合气体保护焊,其焊接的熔滴过渡形式是呈氩弧状的喷射过渡,电弧燃烧稳定,飞溅小,焊缝冲击韧性好,表面平整、美观。
国际上一些先进企业具有较高水平的焊装开发能力,并形成了以少数具有先进的整车焊装工艺平台的企业为核心、众多专业化程度较高的中小型焊接工装企业为协作网的格局。国外如日本丰田、德国大众、法国标致、美国通用等各大汽车公司应用三维的数字化工艺规划与仿真软件已有近十年的历史。国内对于产量大、自动化程度高的焊装线工艺规划缺乏统一的数字化信息管理手段,还没有形成这类高自动化焊装线的规划能力。
当中国从“中国制造”走向“中国创造”后,会有更多的中国自主的柔性组合夹具品牌,尤其是东莞三威装备为世界所认知。三维柔性组合工装夹具产业作为支撑汽车发展的劲旅,生机盎然,怀揣民族工业精神的这支产业必将走向世界,迈向辉煌!
全承载客车车架柔性组对焊接工装-南车时代电动汽车股份有限公司第一家引进东莞三威公司三维柔性组合工装系统。已经取得了良好的效果,在同行业中树立了新能源客车柔性焊接生产的典范。浙江中车再次采用了本公司研发制造的三维柔性组对焊接工装夹具成套焊接生产线。
我要了解《三维柔性组合工装夹具系统模块组件介绍》
全国统一客服电话:400-004-8480 13546951795
